In addition to having low melting temperatures CS Alloys are virtually non-shrinking; several expand or grow after they are solid. All are relatively soft and brittle. Some, like CS Alloys, work soften. All have high density, averaging about three cu. ins. per pound. The numbers in parenthesis refer to other CS Alloys literature giving more details on the specific end use. Write for your copy.
|
2# Cakes |
2# Slabs |
3/16" U Bars |
Special Shapes on Request |
Wire |
Typical End Uses |
Melting Point - Degree F |
Range (Degree F) (No definite melting point) |
Melting Point - Degree C |
Range (Degree C) (No definite melting point) |
Growth or Shrinkage |
After Casting |
Weight Lbs./In.3 |
Tensile Strength Lbs./In.2 |
Brinell Hardness No. |
Maximum Load 30 Seconds, Lbs./In.2 |
Safe Load Sustained Lbs./In.2 |
Electrical Conductivity Compared with pure cooper |
Compositions (%) |
| Low 117 Alloy |
X |
X |
X |
X |
No |
Use in jigging or fixturing delicate parts for machining (honeycomb), (B5 Supp. 3); dental models, prosthetic development work; proof casting (internal measurements), (E10); fusible element in safety devices (E3); radiopaque contrast medium in X-Ray; low temperature solder (E9) |
117 |
- |
47.2 |
- |
Initial Expansion. Shrinks to .0000" in 30 minutes |
Stable in 2 hours at -.0002" Per Inch |
.32 |
5400 |
12 |
- |
- |
3.34% |
Bismuth: 44.7
Lead: 22.6
Tin: 8.3
Cadmium: 5.3
Indium: 19.1 |
| Low 136 Alloy |
X |
No |
X |
X |
No |
Anchor parts for machining (jet blades), testing, inspection (A1); block lenses in optical manufacturing; proof casting (E10); fusible element in safety devices (sprinkler heads (E3); fusible cores in compound cores; low melt solder (E9); sealing adjustment screws. |
136 |
- |
57.8 |
- |
Initial Expansion. .0000" in one Hour |
Stable in 5 hours at -.0002" Per Inch |
.31 |
6300 |
14 |
- |
- |
2.43% |
Bismuth: 49.0
Lead: 22.6
Tin: 12.0
Indium: 21.0 |
| Bend Alloy |
X |
X |
X |
X |
1/8 & up |
Anchor busings in drill jigs (A1); internal or external support of delicate parts for machining (B5); cores for spinning (B4); fusible mandrels in filament winding, fiber-glass lamination (C3); drop hammer and embossing dies (D6); tube bending filler (up to 1 3/4" diameter) (H3); heat transfer medium in processing plastics, chemicals, etc. (E4) |
158 |
- |
70 |
- |
Rapid Immediate Growth |
Maximum .0057" Per Inch |
.339 |
5590 |
9.2 |
10,000 |
300 |
4.17% |
Bismuth: 50.0
Lead: 26.67
Tin: 13.3
Cadmium: 10.0 |
| Base Alloy |
X |
No |
X |
X |
1/8 & up |
Anchor: Cutlery handles, inserts in wood, metal, plastics (A1); metal parts in glass (Turflex® doors) (A1). Make fusible spinning chucks (B4); mandrels for electroforms (C1); drop hammer dies, stretch form blocks (D6); molds for plaster, plastics (G2); filler for tube bending (tubes over 1 3/4" diameter) (H3); hydrodynamic forming, seamless fittings; duplicate patterns in pottery and foundry (F6); liquid metal in autoclaves, heat treating (E4). |
255 |
- |
124 |
- |
Initial Shrinkage Followed by Slow Growth |
Maximum .0022" Per Inch |
.380 |
6400 |
10.2 |
8,000 |
300 |
1.75% |
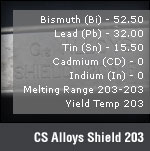
Bismuth: 55.5
Lead: 44.5 |
| Tru Alloy |
X |
X |
X |
X |
0 |
Anchor: Shafts in permanent magnet rotors, locator members in aircraft assembly fixtures, metal parts in glass magnets in fixtures (A1). Make nests for parts in jigs and dial feed stations (B5); cores for electroforming (C1); embossing dies, form blocks (D6); joggle jaws; lost wax pattern dies, duplicate foundry patterns (F6); tracer models in profiling (F7). Molds: For plastics (G2); encapsulating (G6); forming sheet plastics (G2); plastic teeth, prosthetic development; potting electronic components (G6); low temperature solder (E9); laps for rifle barrels. |
281 |
- |
138 |
- |
Net Expansion .0005" Per Inch |
Maximum .0005" Per Inch |
.315 |
8000 |
22 |
15,000 |
500 |
5.00% |
Bismuth: 58.0
Tin: 42.0 |
| Low 147 Alloy |
X |
No |
X |
X |
0 |
(Note slightly lower melting temperature than Bend) Will function about as well for same uses if slight freezing range is not objectionable. Some success has been reported in lens blocking by optix manufacturers. |
- |
142-149 |
- |
61-65 |
Rapid Immediate Growth |
Maximum .0052" Per Inch |
.342 |
4950 |
11 |
10,000 |
300 |
3.27% |
Bismuth: 48.0
Lead: 25.6
Tin: 12.8
Cadmium: 9.6
Indium: 4.0 |
| Safe Alloy |
X |
X |
X |
X |
0 |
Originally made for toy soldier casting. Principal uses are in proof casting cavities (threads, dies, molds, blind holes) (E10); duplicate patterns in foundry matchplate making (F6); supporting workpieces while machining (B5); spray coating wood patterns, dental lab techniques (swaging jacket crowns); masks for electroplating and spray painting (E11). |
- |
158-190 |
- |
70-88 |
Shrink Initially, Grows to .0000" in 1 Hour |
Maximum .0025" Per Inch |
.341 |
5400 |
9 |
9000 |
300 |
4.27% |
Bismuth: 42.5
Lead: 37.7
Tin: 11.3
Cadmium: 8.5 |
| Matrix Alloy |
X |
No |
X |
0 |
No |
Originated by GE for anchoring punches in dies (A15); is used also to anchor: Non-moving parts in machinery, hold down bolts in concrete floors, locator parts in tooling docks (A1). Used in split jaw chucks, jigs, fixtures (B5); metal forming dies, form blocks, joggle jaws (D6); repairing broken dies (A15); filling blow holes in casting. |
- |
217-440 |
- |
103-227 |
Rapid Initial Growth For 15 Hours |
Maximum .0061" Per Inch |
.343 |
13,000 |
19 |
16,000 |
300 |
2.57% |
Bismuth: 48.0
Lead: 28.5
Tin: 14.5
Antimony: 9.0 |
| Cast Alloy |
X |
X |
X |
X |
0 |
Parallels TRU in its end uses also is preferred by some for electroforming mandrels, lost wax pattern dies due to greater dimensional accuracy; holding jet turbine engine blades for machining. |
- |
281-338 |
- |
138-170 |
Maximum Shrinkage |
Only -.0001" Per Inch |
.296 |
8000 |
22 |
15,000 |
500 |
7.77% |
Bismuth: 40.00
Tin: 60.00 |








 Copyright © CS Alloys. All Rights Reserved. Powered by
Copyright © CS Alloys. All Rights Reserved. Powered by